



Çeneli Kırıcılar
1.000,00 TL
13.11.2015
Galeriden Satılık Sıfır 2015
İlanın yayınlanma süresi dolmuştur.
FİYAT İÇİN BİZİMLE İLETİŞİME GEÇİNİZ BURADAKİ FİYAT GERÇEK DEĞİLDİR!
Dere yatağı veya taş ocaklarından elde edilen tüvenan malzemeyi, biri sabit değeri hareketli iki çenesi arasında sıkıştırarak kıran en eski ve en çok kullanılan kırıcı tipidir. Kırma olayını gerçekleştiren hareketli çene eksantrik tahrik mili yardımıyla gövdeden askıya alınmış ve emniyet plakası ile kırıcı gövdesine desteklenmiştir.
Hareketli çene, besleme ağzında daireye yakın bir elips, çıkış ağzı bölgesinde ise düz çizgiye yakın dar bir elips çizerek yukarı aşağı hareket etmektedir. Bu durum, malzemenin yukarıda kavranarak kırılmasını, aşağıda ise ivme kazanarak çıkış ağzını terketmesini, dolayısıyla malzeme akışını sağlar.
Genellikle arzu edilen ürün ebadını tek bir kırıcıyla elde etmek olanaksızdır. Çeneli Kirıcılar malzemeyi kaba kıran primer kırıcı olarak kullanılabildikleri gibi, malzemeyi inceltmek için sekonder kırıcı olarak da kullanılabilirler. Sekonder çeneli kırıcıların besleme ağız açıklığı primer kırıcılara göre daha dardır. Kırıcı seçiminde beslenecek malzeme ve istenen ürün ebatları ile saatteki üretim kapasitesi belirleyici faktörlerdir. Bu faktörlerle ilgili grafikler ve tablolar arka sayfada verilmiştir. Çeneler arasındaki besleme ağız açıklığı beslenecek malzemenin maksimum boyutundan daha büyük seçilmelidir. Böylece iri taşların ağızda tıkanıklık yaratması önlenmiş olacak, sürekli besleme ile kapasite artacaktır.
İstenilen ortalama kapasiteyi sağlayabilmek için,işletme esnasında besleme ve diğer aksaklıklardan doğabilecek kayıplar göz önünde bulundurularak, kırıcı teorik değerlerin üzerinde seçilmelidir.
TİP ANMA ÖLÇÜLERİ ÇIKIŞ AĞIZ AÇIKLIĞI KAPASİTE MOTOR GÜCÜ AĞIRLIK
TYPE MAIN DIMENSIONS COLOSED SIDE SETTING CAPACITY POWER WEIGHT
mm mm t/h kw/rpm kg
PRİMER Ç61-38 610×3800 40-150 20-115 30/1500 6000
Ç90-65 900×650 60-200 50-250 75/1000 11400
Ç11-85 1100×850 100-200 100-310 132/1000 33000
Ç13-10 1300×1000 125-250 275-610 160/1000 42500
Ç14-11 1400×1100 150-300 350-720 200/1000 51000
SEKONDER Ç90-20 900×200 20-80 9-75 30/1500 5600
Ç90-25 950×250 20-80 9-75 37/1500 5600
Ç11-35 1100×350 25-75 40-125 75/1000 9300
TANIMLAR
BESLEME AĞIZ AÇIKUĞI(Al) Sabit ve hareketli çene plakaları arasında, birinin diş üstü noktasıyla karşısındakinin diş dibi noktası arasındaki yatay uzaklıktır.
ÇIKIŞ AĞIZ AÇIKUĞI(A2) Kırma bölgesinin en uç noktasında Al açıklığı ile aynı şekilde ölçülen çene plakaları arasındaki uzaklıktır. Bu ölçüm anında ağız açıklığı en kapalı konumda olmalıdır.
KAVRAMA AÇISI Sabit ve hareketli çene plakaları arasındaki açıya denir. Belli bir değerin üzerine çıkılırsa malzeme zor kavrayacağından geri tepme yapar ve kırma kapasitesi düşer.
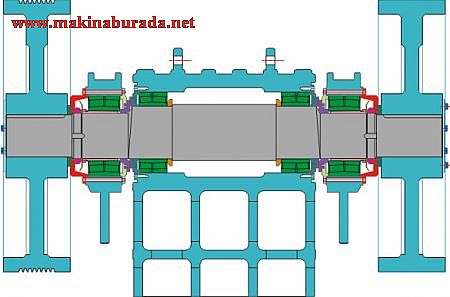
1 .Kırıcı Gövdesi, 2.Pitman, 3.Hidrolik Çene Ayar Mekanizması, 4.Takoz Mekanizması, 5.Ayar Bloğu, 6.Emniyet Plakası, 7.Emniyet Plakası Yuvası, 8.Hareketli Çene, 9.Sabit Çene, 10.Sıkma Cıvatası, 11 .Sıkma Kaması, 1 2.Yan Astar Plakası, 13.Volan + Kasnak, 14.Eksantrik Mil, 15.Yatak Grubu
KIRICI GÖVDESİ(l), kalın saclardan tümüyle kaynaklı olarak imal edilmiştir.
HAREKETLİ ÇENE(8), yüksek mukavemet ve esneklik sağlayan çelik dökümdür. Rulman yuvaları aynı eksende olacak şekilde hassas olarak işlenmiştir. ÇENE PLAKALARI, mangan alaşımlı, aşınmaya dayanıklı özel çelik dökümdür. Plakaların arka yüzleri işlenerek hareketli çene ve gövde üzerine tam oturması sağlanmıştır. Ç90-65, Çl 1 -85 ve Çl 3-10 modellerinde sabit-hareketli çene plakaları iki parçalı ve simetriktir. Çıkışa yakın uç kısımlarda oluşan erken aşınma, çeneler ters çevrilerek kullanım ömrü dört katına kadar çıkartılabilir.
YAN ASTAR PLAKALARI (12), parçalı olarak imal edilmiş olup, aşınma halinde kolaylıkla değiştirilebilirler.
EKSANTRİK MİL(14), özel alaşımlı (Mi. Cr.Nİ.Mo.) dövme çelik malzemeden hassas olarak işlenmiştir. Milin ölçüleri yeterince büyük tutularak sağlamlığa önem verilmiştir.
YATAKLAMA DURUMU(15), kırıcılar, kırma operasyonu esnasında zorlama sebebiyle milde oluşabilecek eksen sapmalarına karşı kendi kendine ayar sağlayabilen oynak makaralı yataklarla donatılmışlardır. Yataklar, içeriye toz girişini önleyen ve aynı zamanda gres yağının dışarıya kaçmasına engel olan çok az boşluklu labirentlerle korunmuşlardır.
Kırıcı yatak yuvaları, gövde sacına kaynaklı alt parça ve ana cıvata ile bağlanan üst kepten oluşmaktadır.
EMNİYET PLAKASI YUVALARI (7), özel çelik döküm olup çalışan yüzeyleri işlenmiştir.
EMNİYET PLAKASI(6), pik dökümden mamul olup, plaka uçları taşlanarak hafif yuvarlandığından, yuvalardan kayma yerine yuvarlanma hareketi yapar. Bu nedenle özel bir yağlamaya gerek kalmaz.
VOLAN(13), kırıcının, zaman zaman maruz kaldığı aşırı yükleme durumlarında dahi düzgün bir şekilde çalışmasını temin edecek ağırlıkta olup, pik dökümden imal edilmiştir. Volanın karşı tarafında ise, motordan V-kayışları ile güç aktaran TAHRİK KASNAĞI bulunmaktadır.
KIRICI ÇIKIŞ AYARI (3), kırıcıdan çıkan ürün iriliğini ve kapasiteyi ayarlamak için, çıkış ağız aralığını değiştirmek gerekir. Hidrolik çene ayar sistemi çenenin istenen ağız açıklığına getirilmesinde oldukça kolaylık sağlamaktadır. Piston hareketi ayar bloğunu ve emniyet plakasını iterek pitman üzerindeki hareketli çenenin sabit çeneye yaklaşmasını sağlar. Kırma işlemi ancak belirli kavrama açıları arasında verimli olarak yapılabildiğinden, kırıcı çıkış ağız ayarı, kırıcı tipine göre belirli limitler arasında yapılabilir. Çıkış ayarı Ç90-65, Ç11 -85 ve Ç13-10 modelleri dışında vida mekanizması ile yapılmaktadır.
Ç90-65, Ç11-85, Ç13-10 çeneli kırıcılarda otomatik merkezi gres yağlama sistemi mevcuttur.
Tablo 1’de çeşitli çeneli kırıcıların saatteki üretim kapasiteleri, çıkış ağzı açıklıklarına bağlı olarak verilmiştir. Çıkış ağız açıklığından yatay bir çizgi çekilerek, kullanılan kırıcı tipinin eğrileri kestirilir, bu noktalardan düşey inilerek kırıcının o çene açıklığındaki minimum ve maksimum kapasitesi bulunur. Örneğin, Ç90-65 tipi çeneli kırıcının 120 mm çene açıklığındaki üretim kapasitesi 90-130 ton/saat’tir. Tablo 2’de yine çıkış ağız açıklığına bağlı olarak ürün boyut dağılımı verilmiştir. Çıkış ağız açıklığına göre seçilen eğri, belli bir ürün boyutundan çıkan dik çizgiyle kestirilir. Bu noktadan sola yatay gidildiğinde o irilikteki üründen küçük malzemenin oranı, sağa gidildiğinde ise büyük malzemenin oranı bulunur.
Örneğin 200 mm çıkış ağız açıklığında 150 mm’den küçük (0-150 mm) malzeme oranı yaklaşık %47, büyük malzeme oranı ise (+150 mm) %53’tür. Tablo 1 ve 2’de verilen tüm değerler orta sertlikte ve 1.6 ton/m3 yığın yoğunluğundaki kalker için olup, beslenen malzeme iriliğine, nemine ve besleme şekline bağlıdır. Diğer malzemeler için TEK-EL MAKİNA ya danışılmalıdır.
Dere yatağı veya taş ocaklarından elde edilen tüvenan malzemeyi, biri sabit değeri hareketli iki çenesi arasında sıkıştırarak kıran en eski ve en çok kullanılan kırıcı tipidir. Kırma olayını gerçekleştiren hareketli çene eksantrik tahrik mili yardımıyla gövdeden askıya alınmış ve emniyet plakası ile kırıcı gövdesine desteklenmiştir.
Hareketli çene, besleme ağzında daireye yakın bir elips, çıkış ağzı bölgesinde ise düz çizgiye yakın dar bir elips çizerek yukarı aşağı hareket etmektedir. Bu durum, malzemenin yukarıda kavranarak kırılmasını, aşağıda ise ivme kazanarak çıkış ağzını terketmesini, dolayısıyla malzeme akışını sağlar.
Genellikle arzu edilen ürün ebadını tek bir kırıcıyla elde etmek olanaksızdır. Çeneli Kirıcılar malzemeyi kaba kıran primer kırıcı olarak kullanılabildikleri gibi, malzemeyi inceltmek için sekonder kırıcı olarak da kullanılabilirler. Sekonder çeneli kırıcıların besleme ağız açıklığı primer kırıcılara göre daha dardır. Kırıcı seçiminde beslenecek malzeme ve istenen ürün ebatları ile saatteki üretim kapasitesi belirleyici faktörlerdir. Bu faktörlerle ilgili grafikler ve tablolar arka sayfada verilmiştir. Çeneler arasındaki besleme ağız açıklığı beslenecek malzemenin maksimum boyutundan daha büyük seçilmelidir. Böylece iri taşların ağızda tıkanıklık yaratması önlenmiş olacak, sürekli besleme ile kapasite artacaktır.
İstenilen ortalama kapasiteyi sağlayabilmek için,işletme esnasında besleme ve diğer aksaklıklardan doğabilecek kayıplar göz önünde bulundurularak, kırıcı teorik değerlerin üzerinde seçilmelidir.
TİP ANMA ÖLÇÜLERİ ÇIKIŞ AĞIZ AÇIKLIĞI KAPASİTE MOTOR GÜCÜ AĞIRLIK
TYPE MAIN DIMENSIONS COLOSED SIDE SETTING CAPACITY POWER WEIGHT
mm mm t/h kw/rpm kg
PRİMER Ç61-38 610×3800 40-150 20-115 30/1500 6000
Ç90-65 900×650 60-200 50-250 75/1000 11400
Ç11-85 1100×850 100-200 100-310 132/1000 33000
Ç13-10 1300×1000 125-250 275-610 160/1000 42500
Ç14-11 1400×1100 150-300 350-720 200/1000 51000
SEKONDER Ç90-20 900×200 20-80 9-75 30/1500 5600
Ç90-25 950×250 20-80 9-75 37/1500 5600
Ç11-35 1100×350 25-75 40-125 75/1000 9300
TANIMLAR
BESLEME AĞIZ AÇIKUĞI(Al) Sabit ve hareketli çene plakaları arasında, birinin diş üstü noktasıyla karşısındakinin diş dibi noktası arasındaki yatay uzaklıktır.
ÇIKIŞ AĞIZ AÇIKUĞI(A2) Kırma bölgesinin en uç noktasında Al açıklığı ile aynı şekilde ölçülen çene plakaları arasındaki uzaklıktır. Bu ölçüm anında ağız açıklığı en kapalı konumda olmalıdır.
KAVRAMA AÇISI Sabit ve hareketli çene plakaları arasındaki açıya denir. Belli bir değerin üzerine çıkılırsa malzeme zor kavrayacağından geri tepme yapar ve kırma kapasitesi düşer.
1 .Kırıcı Gövdesi, 2.Pitman, 3.Hidrolik Çene Ayar Mekanizması, 4.Takoz Mekanizması, 5.Ayar Bloğu, 6.Emniyet Plakası, 7.Emniyet Plakası Yuvası, 8.Hareketli Çene, 9.Sabit Çene, 10.Sıkma Cıvatası, 11 .Sıkma Kaması, 1 2.Yan Astar Plakası, 13.Volan + Kasnak, 14.Eksantrik Mil, 15.Yatak Grubu
KIRICI GÖVDESİ(l), kalın saclardan tümüyle kaynaklı olarak imal edilmiştir.
HAREKETLİ ÇENE(8), yüksek mukavemet ve esneklik sağlayan çelik dökümdür. Rulman yuvaları aynı eksende olacak şekilde hassas olarak işlenmiştir. ÇENE PLAKALARI, mangan alaşımlı, aşınmaya dayanıklı özel çelik dökümdür. Plakaların arka yüzleri işlenerek hareketli çene ve gövde üzerine tam oturması sağlanmıştır. Ç90-65, Çl 1 -85 ve Çl 3-10 modellerinde sabit-hareketli çene plakaları iki parçalı ve simetriktir. Çıkışa yakın uç kısımlarda oluşan erken aşınma, çeneler ters çevrilerek kullanım ömrü dört katına kadar çıkartılabilir.
YAN ASTAR PLAKALARI (12), parçalı olarak imal edilmiş olup, aşınma halinde kolaylıkla değiştirilebilirler.
EKSANTRİK MİL(14), özel alaşımlı (Mi. Cr.Nİ.Mo.) dövme çelik malzemeden hassas olarak işlenmiştir. Milin ölçüleri yeterince büyük tutularak sağlamlığa önem verilmiştir.
YATAKLAMA DURUMU(15), kırıcılar, kırma operasyonu esnasında zorlama sebebiyle milde oluşabilecek eksen sapmalarına karşı kendi kendine ayar sağlayabilen oynak makaralı yataklarla donatılmışlardır. Yataklar, içeriye toz girişini önleyen ve aynı zamanda gres yağının dışarıya kaçmasına engel olan çok az boşluklu labirentlerle korunmuşlardır.
Kırıcı yatak yuvaları, gövde sacına kaynaklı alt parça ve ana cıvata ile bağlanan üst kepten oluşmaktadır.
EMNİYET PLAKASI YUVALARI (7), özel çelik döküm olup çalışan yüzeyleri işlenmiştir.
EMNİYET PLAKASI(6), pik dökümden mamul olup, plaka uçları taşlanarak hafif yuvarlandığından, yuvalardan kayma yerine yuvarlanma hareketi yapar. Bu nedenle özel bir yağlamaya gerek kalmaz.
VOLAN(13), kırıcının, zaman zaman maruz kaldığı aşırı yükleme durumlarında dahi düzgün bir şekilde çalışmasını temin edecek ağırlıkta olup, pik dökümden imal edilmiştir. Volanın karşı tarafında ise, motordan V-kayışları ile güç aktaran TAHRİK KASNAĞI bulunmaktadır.
KIRICI ÇIKIŞ AYARI (3), kırıcıdan çıkan ürün iriliğini ve kapasiteyi ayarlamak için, çıkış ağız aralığını değiştirmek gerekir. Hidrolik çene ayar sistemi çenenin istenen ağız açıklığına getirilmesinde oldukça kolaylık sağlamaktadır. Piston hareketi ayar bloğunu ve emniyet plakasını iterek pitman üzerindeki hareketli çenenin sabit çeneye yaklaşmasını sağlar. Kırma işlemi ancak belirli kavrama açıları arasında verimli olarak yapılabildiğinden, kırıcı çıkış ağız ayarı, kırıcı tipine göre belirli limitler arasında yapılabilir. Çıkış ayarı Ç90-65, Ç11 -85 ve Ç13-10 modelleri dışında vida mekanizması ile yapılmaktadır.
Ç90-65, Ç11-85, Ç13-10 çeneli kırıcılarda otomatik merkezi gres yağlama sistemi mevcuttur.
Tablo 1’de çeşitli çeneli kırıcıların saatteki üretim kapasiteleri, çıkış ağzı açıklıklarına bağlı olarak verilmiştir. Çıkış ağız açıklığından yatay bir çizgi çekilerek, kullanılan kırıcı tipinin eğrileri kestirilir, bu noktalardan düşey inilerek kırıcının o çene açıklığındaki minimum ve maksimum kapasitesi bulunur. Örneğin, Ç90-65 tipi çeneli kırıcının 120 mm çene açıklığındaki üretim kapasitesi 90-130 ton/saat’tir. Tablo 2’de yine çıkış ağız açıklığına bağlı olarak ürün boyut dağılımı verilmiştir. Çıkış ağız açıklığına göre seçilen eğri, belli bir ürün boyutundan çıkan dik çizgiyle kestirilir. Bu noktadan sola yatay gidildiğinde o irilikteki üründen küçük malzemenin oranı, sağa gidildiğinde ise büyük malzemenin oranı bulunur.
Örneğin 200 mm çıkış ağız açıklığında 150 mm’den küçük (0-150 mm) malzeme oranı yaklaşık %47, büyük malzeme oranı ise (+150 mm) %53’tür. Tablo 1 ve 2’de verilen tüm değerler orta sertlikte ve 1.6 ton/m3 yığın yoğunluğundaki kalker için olup, beslenen malzeme iriliğine, nemine ve besleme şekline bağlıdır. Diğer malzemeler için TEK-EL MAKİNA ya danışılmalıdır.
Tags
çeneli kırıcılar
...
salim milet